Comme bien connu, avec til stable,le développement continu et rapide de notre économie nationale et de notre haute technologie,l’industrie de la fusion de l’aluminium et du traitement des profilés en aluminium en Chinea favorisé le développement rapide.Les profilés en aluminium deviennent de plus en plus populaires dans tous les domaines. Mais d’où vient le produit profilé en aluminium? Aujourd’hui, laissons's apprendre le traitement de l’extrusion de profilés en aluminium ensemble.



Qu’est-ce que l’extrusion de profilés en aluminium?
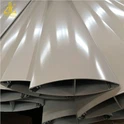
L’extrusion de profilés en aluminium est une méthode de traitement qui permet de mettre l’aluminium en place à partir de la matrice spécifique, de manière à obtenir l’alliage de section transversale souhaité inséré dans le cylindre d’extrusion avec une certaine pression de forme et de taille.
Thestprocédé de traitement par extrusionoccupe une proportion considérabledans le système de production industrielle moderne avec un coût inférieur mais une efficacité élevée et un fonctionnement simple. En conséquence, le profilé en aluminium joue un rôle important dans les matériaux de base de l’économie nationale.
Traitement de l’extrusion de profilés en aluminium
Comment extruder de l’aluminium?Les profilés en aluminium doivent être extrudés conformément au processus suivantmorphème lié:
Le préparation avantextrusion
Vérifiermorphème liévérification de l'→ du système d’alimentation en carburantmorphème liécontrôle → du système de pression d’airmorphème liécâblage et installations d’alimentation → vérificationmorphème liésystème de circulation d’eau → vérifiermorphème lié lenombre de tiges d’aluminium et le modèle du moule.
Détails de la vérification de la préparation:
1.CDiablemorphème liécarefullysi le système d’alimentation en carburant de chaque ligne de production d’extrusion est normal;
2.CDiableavec soinsi l’alimentation du système de pression d’air est normal, et enregistrermorphème liéla valeur du débit et de la pression;
3.CDiableavec soinsi toutes les lignes et installations d’alimentation électrique sont normales et si la tension se situe dans la plage stable de 380 V;
4.CDiableavec soinsi le système d’eau de circulation de refroidissement est ouvert et si la pression et le débit d’eau se situent dans la plage prescrite;
5. Vérifiermorphème liéles matières premières, et vérifieravec soinsi le nombre de tiges d’aluminium est conforme au modèle de moule.
Le traitement de l’extrusion
Carrelage de tige en aluminium → chauffage 12 tiges d’aluminium à la fois → température jusqu’à 480 ° C maintien pendant 1H → Chauffage du moule à 480 ° C→ Moule dans le support de matrice → alimentation à la bouche de la matière première → extrusion → traction → redressement → vieillissement → hors du four → maintien pendant 2h après 200 ° C → refroidissement → achèvement
Détails de chaque traitement pour l’extrusion:
1.Mettrela tige d’aluminium préparéeplatsur l’étagère de matériel et la réservationmorphème liéun certain espace entre la tige d’aluminium.Il convient de noter quela tige d’aluminiumne peut pas êtrepileEd, sinon cela augmentera la difficulté de l’extrudeuse, etblesser le personnelsi tige d’aluminium tombeen cours de fonctionnement.
2.Strictalconformément au processusmorphème lié, 12 tiges d’aluminium sont placées dans le four et chauffées à température ambiante. Lorsque le temps de chauffage atteint 3,5h, la température atteint 480 ° C, puis la production normale peut être effectuée après une attente de 1h.
3. Dans le même temps, mettez le moule d’extrusion dans le four pour chauffer, de sorte que la température du moule atteigne également 480 ° C;
4. Une fois le travail de chauffage et de préservation de la chaleur de la tige et du moule en aluminium terminé, placez le moule dans la base de l’extrudeuse et préparez-vous;
5. MettezTingla coupeTingtige d’aluminium dans l’entrée de la matière première de l’extrudeuse pour préparer l’extrusion;
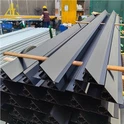
6. Entrée dansl’étape d’extrusion,après sortir dele trou de sortie,extruDedprofilsera tiré partraction de la machine et définissez la taille de longueur pour la coupe.Alorsle profilé en aluminiumseraenvoyé à la table de redressement pour le redressement et transporté dans la zone du produit fini pour le calibragecouper après redresser.
7.Après avoir coupé en dessous des exigences,unprofil de luminiumsera chargédans le cadre du matériauettransportEdà la zone de vieillissement pour le traitement du vieillissement. Sila température de vieillissement atteint 200°Cettenirmorphème liéla chaleur pendant 2 heures,C’est vrai temps d’attentele four;
Après l’achèvement du vieillissement,profilé en aluminiumêtre libéréet puis entre dansétape de refroidissement. Coolé naturellement ou refroidi par refroidisseur d’airest correct.
Doncleentiertravaux d’extrusionde profilé en aluminiumest terminé avec une apparence qualifiéeainsi queforme et taille.