En fait, le processus d’extrusion d’alliage d’aluminium commence par la conception du produit, car la conception du produit est basée sur les exigences d’utilisation données qui déterminent les paramètres finaux des produits, tels que les performances de traitement mécanique du produit, les performances de traitement de surface et l’utilisation d’exigences environnementales qui ont déterminé le choix du type d’alliage d’aluminium extrudé. Avec le même alliage d’aluminium, la performance du profilé en aluminium extrudé dépend de la forme de conception du produit qui détermine la forme de la matrice d’extrusion. Une fois le problème de conception résolu, le processus d’extrusion proprement dit commence par l’extrusion d’une tige moulée en aluminium. La tige de coulée d’aluminium doit être chauffée pour se ramollir avant l’extrusion et mettre la tige chauffée dans le cylindre de lingot de l’extrudeuse, puis le vérin hydraulique haute puissance pousse la barre d’extrusion qui a une plaquette d’extrusion à l’avant afin que l’alliage d’aluminium chauffé et ramolli soit extrudé du trou de moulage de précision de la matrice sous la forte pression du tampon d’extrusion. C’est le rôle du moule: produire la forme du produit souhaité.

(Cette image est un diagramme schématique d’une extrudeuse hydraulique horizontale typique, et la direction d’extrusion est de gauche à droite)
Il s’agit d’une description simple sur l’extrusion directe qui est la plus utilisée. L’extrusion indirecte est un processus similaire, mais avec quelques différences. Dans le processus d’extrusion directe, la matrice ne bouge pas et la pression de la barre d’extrusion pousse l’alliage d’aluminium à travers le trou de la matrice. Pendant le processus d’extrusion indirecte, la matrice est montée sur la barre d’extrusion creuse, de sorte que la matrice est extrudée à l’ébauche de barre d’aluminium immobile, forçant l’alliage d’aluminium à travers la matrice jusqu’à la barre d’extrusion creuse.
En fait, le processus d’extrusion est similaire à la compression du dentifrice. Lorsque la pression est appliquée à l’extrémité fermée du dentifrice, le dentifrice cylindrique est pressé hors de l’ouverture ronde. Si l’ouverture est plate, le dentifrice est pressé hors du ruban. Bien sûr, les formes complexes peuvent également être extraites des ouvertures de la même forme. Par exemple, les fabricants de gâteaux fabriquent toutes sortes de bords décoratifs en utilisant des tubes de forme spéciale pour presser la crème glacée. Ce qu’ils font, c’est la formation d’extrusion. Même si vous ne pouvez pas fabriquer des produits à partir de dentifrice ou de crème glacée, ou presser l’alliage d’aluminium dans des tubes d’aluminium avec vos doigts, mais en vous appuyant sur une presse hydraulique de haute puissance pour presser l’alliage d’aluminium d’une certaine forme de trou de matrice pour produire une grande variété de produits utiles de presque toutes les formes.

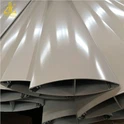
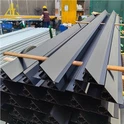
(En dessous (à gauche), le premier profilé vient d’être extrudé au début de l’extrusion, et (à droite) le profilé en aluminium est en cours de production.)
Tige en aluminium
La tige d’aluminium est l’ébauche dans le processus d’extrusion, peu importe solide ou creuse, est généralement un cylindre dans la longueur habituelle dont la longueur est déterminée par le cylindre de lingot d’extrusion. Généralement, les tiges d’aluminium sont moulées par coulée, mais aussi par forgeage ou forgeage en poudre, en ajustant la composition en alliage de la coupe à barres en alliage d’aluminium. De plus, les alliages d’aluminium sont composés de plus d’un élément métallique (généralement pas plus de 5%) éléments (tels que le cuivre, le magnésium, le silicium, le manganèse ou le zinc) qui améliorent les propriétés de l’aluminium pur et affectent le processus d’extrusion.
La longueur de la barre d’aluminium de chaque fabricant n’est pas cohérente, ce qui est déterminé par la longueur finale du profilé en aluminium, le rapport d’extrusion, la longueur de décharge et l’allocation d’extrusion. Les longueurs standard vont généralement de 26 pouces (660 mm) à 72 pouces (1 830 mm), et les diamètres extérieurs vont de 3 pouces (76 mm) à 33 pouces (838 mm) et de 6 pouces (155 mm) à 9 pouces (228 mm).
Processus de production d’extrusion directe
Billette -- four chauffant-- presse d’extrusion avec matrice -- scie -- redresser -- four de vieillissement

(Ce diagramme illustre les étapes de base de l’extrusion d’un profilé en aluminium)
Lorsque la forme du produit final a été confirmée, que l’alliage d’aluminium approprié a été sélectionné et que la fabrication de la matrice d’extrusion a été terminée, le processus d’extrusion proprement dit est lancé et la préparation est terminée. La tige en aluminium et l’outil d’extrusion sont ensuite préchauffés. Pendant le processus d’extrusion, la tige d’aluminium est à l’origine solide, mais est devenue molle dans le four de chauffage. Le point de fusion de l’alliage d’aluminium est d’environ 660 ° C. La température de chauffage typique pour le processus d’extrusion est généralement supérieure à 375 ° C et peut atteindre 500 ° C en fonction de l’état d’extrusion du métal.
Le processus d’extrusion proprement dit commence lorsque la barre d’extrusion commence à appliquer une pression sur la barre d’aluminium à l’intérieur du lingot. Différentes presses hydrauliques sont conçues pour presser de 100 tonnes à 15 000 tonnes, presque toutes les pressions. Cette force d’extrusion détermine la taille du produit extrudé fabriqué par la machine d’extrusion. Les spécifications du produit extrudé sont exprimées par la taille maximale de la section transversale du produit, se référant parfois au diamètre du cercle extérieur du produit.
Lorsque l’extrusion vient de commencer, les tiges d’aluminium affectées par la réaction du changement de moule sont courtes et épaisses jusqu’à ce que l’expansion des tiges d’aluminium soit contrainte par la paroi du tube de lingot du conteneur, puis, lorsque la pression continue d’augmenter, le métal mou (encore) solide n’a pas d’endroit pour s’écouler, commence à partir du trou de formation de moule pressé à l’autre extrémité du moule, cela crée un profil.
Environ 10% de la tige d’aluminium (y compris la peau de la tige) est laissée dans le tambour de lingot, le produit d’extrusion est coupé du moule et le métal restant dans le tambour de lingot est nettoyé et recyclé. Une fois que le produit a quitté la matrice, le produit extrudé à chaud est trempé, traité mécaniquement et vieilli.
Lorsque l’aluminium chauffé est extrudé du moule à travers le cylindre de lingot, le métal s’écoule plus rapidement au centre de la barre qu’aux bords. Comme le montre la bande noire dans l’encart, le métal sur les bords est laissé comme un reste à recycler.

La vitesse d’extrusion dépend de l’alliage extrudé et de la forme du trou de matrice. L’extrusion de matériaux de forme complexe avec des alliages durs peut être aussi lente que 1-2 pieds par minute, tandis que l’extrusion de matériaux simples avec des alliages mous peut atteindre 180 pieds par minute, voire plus rapidement.
La longueur du produit d’extrusion dépend de la tige et du trou de sortie de la matrice, et une seule extrusion continue peut extruder jusqu’à 200 pieds de produit. Dans la dernière extrusion de moulage, lorsque le produit extrudé quitte la machine d’extrusion, il est placé sur la sortie coulissante (équivalent à la bande transporteuse). Selon les différents alliages, la méthode de refroidissement du produit extrudé est divisée en trempe naturelle par refroidissement, refroidissement à l’air ou à l’eau. Il s’agit d’une étape critique pour assurer les propriétés métalliques du produit après le vieillissement. Le produit extrudé est ensuite transféré sur un lit froid.
Redresser
Une fois le produit extrudé trempé (refroidi), il est tourné pour redresser et corriger avec une civière ou un lisseur (l’étirement est également classé comme travail à froid après extrusion). Enfin, le dispositif de transport enverra le produit à la machine de découpe à la scie.
Sciage
Un sciage fini typique est le sciage d’un produit à une longueur commerciale spécifique. De nos jours, la scie circulaire est la plus largement utilisée car la scie à bras spiral sera extrudée verticalement hors de la scie à matériau long. Il existe également des scies qui coupent par le haut du profil (comme les scies à onglets électriques). En outre, il y a une table de scie qui est une lame de scie à disque s’élevant du bas pour couper le produit, puis une lame de scie vers le bas de la table pour le cycle suivant.
Une scie circulaire finie typique mesure de 16 à 20 pouces de diamètre et a plus de 100 dents en carbure. Les lames de scie de grande taille sont utilisées pour les extrudeuses de grand diamètre.
Les scies autolubrifiantes sont équipées d’un système qui fournit du lubrifiant aux scies pour assurer une efficacité de sciage et une surface de scie optimales.
Le dispositif de pressage automatique maintient le profil en place pour le sciage et les débris de sciage sont collectés pour le recyclage.
Vieillissement
Certains produits extrudés doivent être vieillis pour obtenir une résistance optimale, ce que l’on appelle le durcissement par âge. Le vieillissement naturel se fait à température ambiante tandis que le vieillissement manuel est effectué dans le four de vieillissement. Académiquement, on l’appelle précipitation - traitement thermique en phase améliorée.
Lorsque le profil est extrudé à partir de l’extrudeuse, le profil devient semi-solide. Mais il devient rapidement un solide lorsqu’il est refroidi ou trempé (qu’il soit refroidi à l’air ou à l’eau). Les alliages d’aluminium renforcés non traités thermiquement (tels que ceux contenant du magnésium ou du manganèse) sont renforcés par le vieillissement naturel et le travail à froid. Les alliages d’aluminium renforcés traitables thermiquement (tels que les alliages d’aluminium avec du cuivre, du zinc, du magnésium et du silicium) peuvent obtenir une meilleure résistance et dureté par traitement thermique qui affecte la structure de l’alliage d’aluminium.
En outre, le vieillissement est la précipitation uniforme des particules de phase renforcées pour obtenir la limite d’élasticité, la dureté et l’élasticité maximales de l’alliage spécial.
Emballage
Après un vieillissement complet, soit dans le four, soit à température ambiante, les profilés sont transférés à l’atelier de traitement de surface ou de traitement en profondeur pour être emballés et prêts à être transportés chez les clients.
Les profilés en aluminium peuvent être emballés de différentes manières
La majorité des ateliers d’extrusion sont emballés selon les exigences d’emballage. Les profilés doivent être empilés pour éviter les dommages de surface, la distorsion et d’autres dommages. Parfois, les clients ont leurs propres exigences en matière d’emballage. Bien sûr, des produits extrudés spécifiques ont des méthodes d’emballage spécifiques pour le stockage et le transport.
Pièces de l’unité d’extrusion
Les plateaux avant et arrière, les tirants et les écrous doivent rester parallèles.
L’image suivante montre une extrudeuse avec quatre poteaux de tension. L’extrudeuse ne peut également avoir que deux ou trois poteaux de tension.

La tige du bélier est poussée vers l’avant par le piston / cylindre du bélier et poussée dans le récipient avant d’être extrudée dans une matrice (fixée au porte-outil).
Les étiquettes suivantes indiquent toutes les parties du processus

(sections transversales de la matrice, du support et du traversin.)